

Cunhagem é um processo de estampagem em peças metálicas, que podem ser moedas, medalhas, tokens, jetons ou outra peça para circulação como dinheiro, para coleção ou outros fins. Esse processo variou ao longo do tempo em sua tecnologia.
Um cunho é uma de duas peças metálicas usadas para golpear uma moeda, um para cada um de seus lados. O cunho contém a imagem a ser atingida na moeda de forma inversa.

Cunhar uma moeda, refere-se a ação de pressionar os cunhos em um disco de metal e é um termo que existe desde os dias em que os cunhos eram atingidos por martelos para deformar o metal dos discos.
Podemos distinguir três grandes métodos principais no processo de cunhagem de moedas ao longo da História:
- Cunhagem manual a martelo;
- Cunhagem por prensa de fuso (também chamado de "Balancim"); e
- Cunhagem mecânica.
1. Cunhagem manual
Antes do advento da Era Industrial, a cunhagem de moedas era realizada manualmente. Um disco de metal era inserido em uma bigorna que havia sido previamente preparada com uma matriz em negativo do design a ser cunhado.

O outro lado era afixado a um pequeno cunho, colocado por cima do disco a ser cunhado. O fabricante de moedas segurava o cunho no lugar com uma mão ou com uma tenaz (uma espécie de alicate com longas hastes e bico) e depois batia um martelo de 2 quilos no topo do cunho.
Surpreendentemente, essa batida de martelo resulta em sete toneladas de pressão, o que força a estampagem em ambos os lados do disco em branco. O alto relevo típico das primeiras moedas gregas às vezes exigia dois ou três golpes para alcançar o efeito desejado.
Mais tarde descobriram que aquecer o disco antes de golpear reduziria o número de golpes necessários. Esse método de cunhagem permitia que uma moeda fosse atingida a cada dois segundos.
2. Cunhagem por prensa de fuso
O início do período moderno testemunhou provavelmente a mudança mais significativa dos métodos de produção de moedas. Por volta de 1550, o ourives alemão Marx Schwab inventou a cunhagem da prensa de fuso.
A novidade era o emprego de um pesado parafuso de ferro para pressionar a moeda metálica na profundidade desejada. A preparação de discos de metal foi auxiliada por moinhos de rolos que produziam tiras de metal em espessura uniforme, a partir das quais os discos eram cortados com punções de metal.
Com isso, produziam-se moedas perfeitamente redondas e idênticas, evitando os cerceio de metais dos bordos.
Henrique II (1547-1559) importou as novas máquinas: Laminador, furador e prensa de fuso. Eram necessários entre 8 e 12 homens para manobrar os braços do parafuso que atingiam os discos metálicos.
Henrique II enfrentou forte hostilidade por parte dos fabricantes de moedas, de modo que o processo foi usado somente para moedas de pequeno valor, medalhas e fichas.
3. Cunhagem mecânica
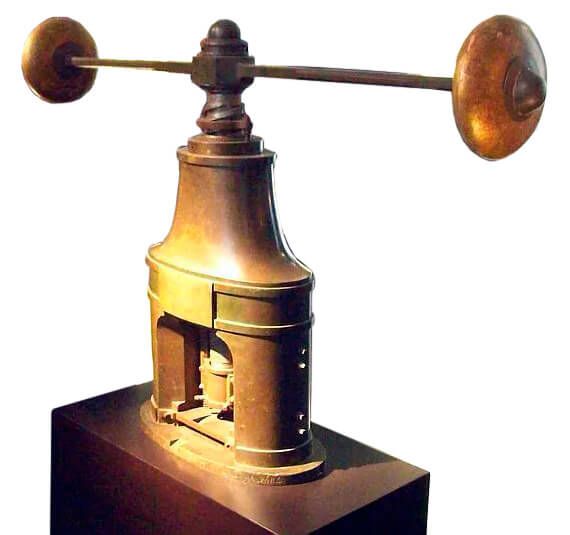
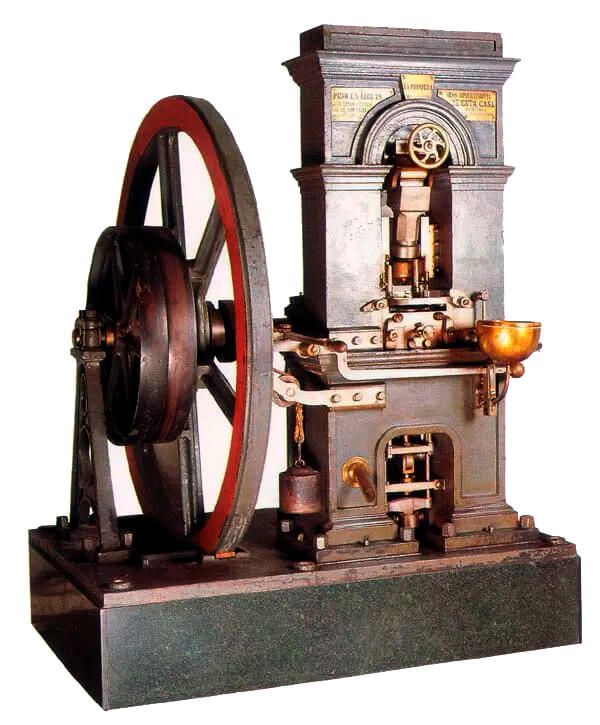
O início da Era Industrial (final do século XVIII e início do século XIX) trouxe uma infinidade de máquinas de cunhagem, que culminou quando por volta de 1830, um mecânico alemão chamado Diedrich Uhlhorn inventou a prensa que leva seu nome, "Ulhorn Presse", que substituiu a pressão do parafuso da prensa de fuso pela pressão exercida por uma alavanca.

Mais tarde, a gráfica de Thonnelier, instalada em Paris em 1845, foi rapidamente acionada por vapor e depois por eletricidade.
O princípio da "prensa articulada", que permite a produção de várias centenas de moedas de circulação por minuto, continua vivo na moderna cunhagem atual, embora o ritmo das prensas modernas seja hoje em dia extremamente rápido.
Atualmente, as Casas da Moeda de todo o mundo seguem o mesmo processo básico de 200 anos atrás, mas com máquinas modernas controladas por computador e trabalhando a velocidades incríveis. Uma prensa atual produz em média 700 moedas por minuto.

O processo moderno de cunhagem de moedas
O processo moderno de cunhagem de moedas é marcado por um alto grau de excelência mecânica e estética. Isto implica em uma sequência de procedimentos, iniciando-se com o design das moedas (uma arte em si).
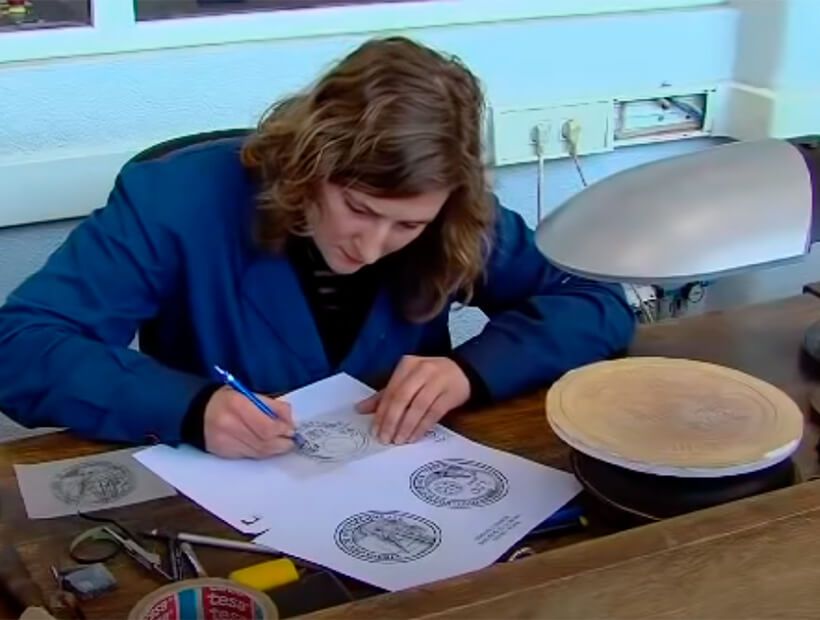
Design da peça, molde e redução em pantógrafo
Inicialmente, o design é feito por um artista por meio de um esboço à lápis. Fotografias ou material descritivo similar, bem como idéias pessoais do artista, servem como padrão.
Uma vez que o projeto é determinado e aprovado, os moldes para acomodar o projeto são preparados.
O design selecionado em todos os seus detalhes é então transferido para um modelo de plasticeno (cera de modelagem) ou gesso, em baixo-relevo do esboço aprovado, que é composto por cinco vezes o tamanho da moeda real.

Essa tarefa meticulosa leva cerca de 3 semanas para ser concluída e os escultores devem ter em mente a profundidade da gravação adequada para a produção de moedas.
O desenho no plasticeno ou gesso é então transferido para um molde de resina de borracha. A borracha derretida é então despejada no molde, feito de Gesso de Paris, para formar a borracha de silicone.

O motivo da primeira gravação no gesso ou plasticeno é porque o gesso oferece um acabamento melhor do que os outros materiais utilizados.
Além disso, quaisquer erros cometidos podem ser corrigidos nessa fase com gesso, o que é impossível em resina de borracha, epóxi ou borracha de silicone.
Em processos mais modernos, o molde de gesso ou plasticeno é submetido a uma digitalização com câmeras 3D que criam uma versão tridimensional dos relevos do molde físico que é lido por um programa no computador.
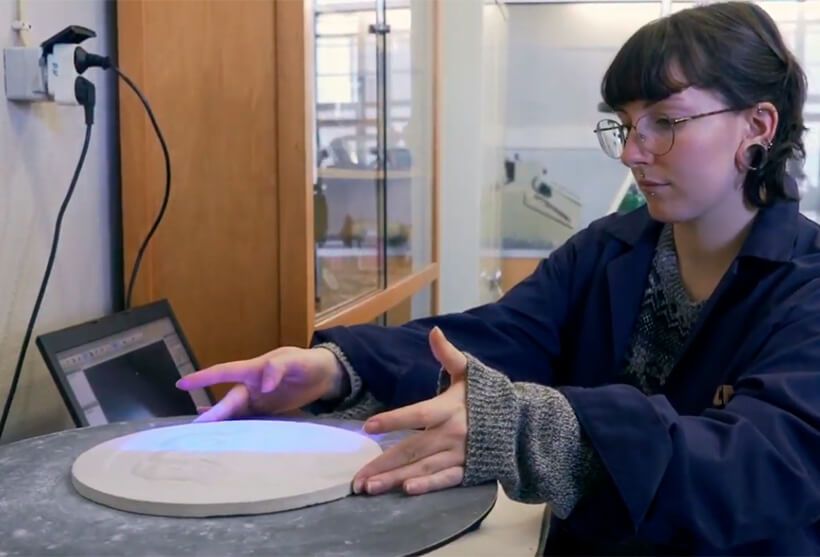
O molde 3D passa por um processo de correção de imperfeições utilizando modernos softwares de modelagem 3D, as legendas são inseridas também no software.

Esse modelo tridimensional é transferido para uma fresadora que grava cada detalhe no cunho mestre durante 40 horas.

Nos processos mais tradicionais, o molde epóxi (borracha) é montado em uma máquina redutora chamada Pantógrafo, que traça o contorno exato do molde em um cunho matriz, gravado com o mesmo diâmetro da moeda que será produzida.

A partir desse cunho matriz, outros cunhos de trabalho serão criados. A partir daqui, o processo de redução e transformação do projeto para o tamanho real no aço da ferramenta começa.
O pantógrafo fará um processo denominado "punch de redução", envolvendo a execução do molde de borracha com o desenho sendo traçado em um cunho matriz de aço.
O pantógrafo passará vários ciclos até que o cunho matriz esteja formado. Este é um processo lento e tedioso, demorando desde várias horas até alguns dias para completar a transferência do design do molde de gesso para o cunho matriz.
O acabamento do cunho matriz
Antes de usar o cunho matriz, o mesmo deverá passar por processos de acabamento e retoques de imperfeições e remoção de rebarbas de metal que tenham sido criados no processo de sua criação, tanto se foi criado por fresadora ou se foi por redução em pantógrafo.

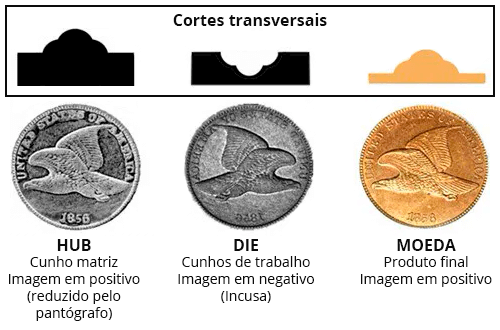
O cunho matriz e os cunhos fêmea de trabalho
O cunho matriz, também chamado de HUB, é o cunho que foi criado pelo pantógrafo, à partir do molde. Com ele, criam-se os cunhos fêmea, ou DIE, que possuem a imagem em negativo (baixo-relevo), que cunhará as moedas.
O processo de metalurgia utilizado para criar matrizes de cunho é denominado Hubbing. É um processo "à frio", o que significa que ocorre bem abaixo da temperatura de fusão do metal que está sendo trabalhado.
No hubbing, o cunho matriz criado com o pantógrafo é utilizado para a fabricação dos cunhos fêmea (de trabalho, que irá cunhar as moedas). O cunho matriz é geralmente temperado (endurecido) e é exatamente igual à futura moeda, e o bloco de aço de matriz fêmea é amaciado por recozimento para ajudar a formar a impressão do cunho fêmea (que terá uma imagem em negativo).
À medida que o cunho matriz atinge o bloco de aço de matriz fêmea, esta é deformada e usinada de forma plana. No geral, o cunho matriz é um cilindro reforçado por um anel de aço circundante durante o processo de cunhagem.
O hubbing é geralmente um processo menos caro do que o mero processo de usinagem da matriz fêmea, e várias matrizes de cunho podem ser feitas a partir do cunho matriz.
Após a transferência do design do cunho matriz para o cunho de trabalho, outras etapas de acabamento precisam ser executadas de acordo com o desejo de efeito na moeda final, por exemplo, jateamento com areia de partes do design para criar áreas foscas e polimento de áreas com pastas especiais para criar áreas espelhadas.
Cada cunho assim produzido possui uma vida útil média de 1.000.000 de cunhagens, ou seja, 1 milhão de moedas cunhadas. Pela quantidade de moedas brasileiras encontradas com anomalias de cunho rachado e quebrado, supomos que nossa Casa da Moeda prolonga essa vida útil pra bem mais que isso.
São necessários dois conjuntos de matrizes para cunhar uma moeda — uma para o anverso e outro para o reverso da moeda. As matrizes de cunhagem são então instaladas nas máquinas de acordo com a denominação exigida.
Em seguida, os discos metálicos em branco são alimentados no "alimentador" da máquina. Cada peça em branco é cunhada com pressão de dezenas de toneladas.
Produção dos discos metálicos
Os discos metálicos podem ser comprados em fornecedores terceirizados ou podem ser produzidos pela própria Casa da Moeda.
Uma bobina do mesmo metal com o qual serão produzidas as moedas e com a espessura exata da denominação da moeda é então desenrolada e inserida em uma máquina, que cortará os discos para a fabricação das moedas.

O primeiro passo no processo envolve a alimentação das tiras de metal através do que é conhecido como "prensa de estampagem" (Blanking Press), que perfura a tira de metal criando discos redondos que são denominados, na numismática, de "discos metálicos" (Blank).
Por causa da ação de corte dos punções, os discos metálicos tem bordas ásperas, e a maioria das arestas (ou rebarbas) são removidos durante as operações seguintes.

A faixa restante de metal, chamada de "tela", é reciclada em novos produtos, tais como cestas para lixo ou cercas, ou triturada e derretida para formar novas bobinas de metal.

Em seguida, os discos metálicos passam por telas de classificação que supostamente eliminam todas as peças defeituosas. Os discos metálicos finos ou incompletos cairão pelas telas.
O material rejeitado e partes remanescentes da tira de metal será devolvido aos fornos para serem refundidos. Durante as operações de acabamento e laminação da bobina, o metal foi endurecido e deve agora ser novamente amolecido (aquecido) em temperaturas controladas (cerca de 700 graus Celsius), alterando sua estrutura cristalina para um estado mais suave.
Este recozimento garante que os discos metálicos atinjam uma dureza inviolável, de modo que possam capturar todos os mínimos detalhes do relevo dos desenhos dos cunhos de trabalho.
Este processo também prolonga a vida dos cunhos, garantindo moedas bem batidas com menores pressões de impacto. Os discos metálicos são então "congelados" nesse estado por um banho de têmpera de água.
Apesar da atmosfera protetora, o recozimento causa alguma descoloração nas superfícies dos discos metálicos, que deve ser removida.

Os discos metálicos são então jogados uns contra os outros com esferas de polimento e passam por um banho químico. Finalmente, são secos por um ar muito quente.
Transformação em discos em branco
O próximo passo é passar os discos metálicos por uma máquina chamada "Moinho Modelador" (upsetting Mill), que cria um aro em torno das bordas dos discos, transformando-os finalmente em "discos em branco".
O Moinho Modelador consiste em uma roda giratória com uma ranhura na sua borda. A borda sulcada da roda se encaixa em uma seção curva (ou sapata), que tem uma ranhura correspondente.

A distância entre a roda e a sapata fica progressivamente mais estreita, de modo que, à medida que a peça bruta é rodada ao longo da ranhura, é formado um rebordo elevado em ambos os lados do disco metálico.
Esse aro levantado serve para vários propósitos: Dimensiona e molda a peça para melhor alimentação na prensa e endurece a borda para evitar fuga de metal durante a alta pressão da cunhagem.
Por pressão e rolagem, a pré-formação das bordas pelo Moinho Modelador realiza o seguinte:
- Remove as rebarbas e alisa a borda
- Arredonda a borda
- Torna o disco metálico perfeitamente redondo
- Engrossa a borda
- Faz com que cada disco em branco tenha um diâmetro uniforme, sempre alguns milésimos de polegada menor que o disco metálico cortado na prensa de estampagem.
- Reduz o desgaste nos cunhos de trabalho.

Estes discos são então lavados, e estarão prontos para serem inseridos nas máquinas de cunhagem e se transformarem em moedas.
Cunhagem das moedas
Os discos em branco estão agora pontos para ir para a Prensa de Cunhagem (Coining Press), onde os cunhos de trabalho superiores e inferiores "carimbam" os desenhos e inscrições em ambos os lados da moeda, simultaneamente.

Neste ponto, os discos em branco se tornam moedas. Depois que as moedas foram golpeadas pelos cunhos, elas passam por uma inspeção final de qualidade para verificar se há falhas.
Isso pode ser feito manualmente por técnicos qualificados ou automaticamente, através de sensores eletrônicos, que rejeitam peças abaixo do padrão.
Em resumo: Os discos em branco entram na máquina de cunhagem, que produz cerca de 750 moedas cunhadas por minuto. O disco cai em um buraco, chamado VIROLA, que possui o cunho fixo (geralmente de Reverso) abaixo.
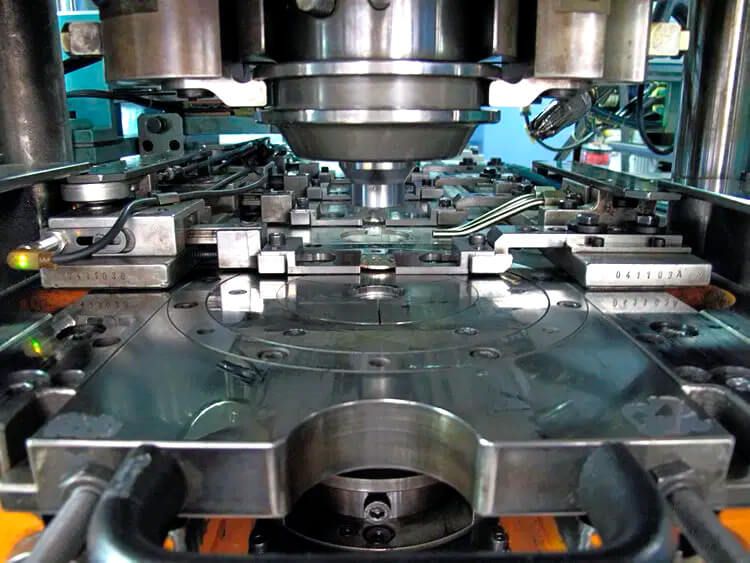
A virola impede que o disco se expanda durante a cunhagem. O cunho móvel (geralmente de Anverso), também chamado de "martelo", bate no disco, cunhando assim a peça.
Em seguida, as peças irão para outra máquina, que as irá pesar e ensacar em sachês (Brasil) ou inserir as moedas em rolos de papel (outros países), e daí, vão pros bancos pra serem distribuídos à população.
O estágio final e atual da cunhagem é a transferência do projeto para os discos em branco a serem atingidos. Como nos tempos antigos, modernas prensas de moedas consistem em dois componentes importantes: Um MARTELO e uma BIGORNA.
Prensas de cunhagem são projetadas para qualquer denominação de moeda. Matrizes de cunhos e bigornas são intercambiáveis e as pressões de cunhagem são ajustáveis para as várias denominações e diferentes metais, devido à sua dureza específica.

A bigorna, modernamente chamado de VIROLA (Collar), é uma peça circular de aço endurecido que atua como a parede da câmara de cunhagem, impedindo o metal de se expandir durante a cunhagem e fornecendo a cunhagem uniforme do contorno circular em torno da moeda.
Além de evitar cunhagens imperfeitas, a cunhagem na borda da moeda (que podem ser sulcos em baixo-relevo, dentes em alto-relevo, desenhos ou inscrições) impedem a falsificação ou o cerceamento da moeda.
A virola pressiona seus desenhos contra a borda da moeda durante a batida de cunhagem. Esta possui poucos milésimos de polegada de diâmetro maior que os discos em branco, e é montada em molas que permitem um leve movimento vertical, para expulsar as peças já cunhadas.
Geralmente, o cunho de reverso é o inferior (virola), enquanto que o cunho de anverso é o superior (martelo). No entanto, há exceções e, em algumas prensas de cunhagem, as matrizes são montadas horizontalmente, de modo que se movam paralelamente ao piso. Ainda assim, os termos "martelo" e "bigorna" ou "virola" são apropriados.

Os discos em branco são alimentados por gravidade, à partir de uma bacia conectada à prensa através de um tubo cilíndrico ou uma esteira. Esse tubo ou esteira empilha cerca de 20 ou mais discos em branco.
A partir dessa pilha, a virola é alimentada por um dos vários dispositivos de alimentação. Um dispositivo é chamado de Alimentador: Duas peças paralelas de metal unidas de forma que possam abrir e fechar; em uma extremidade das duas peças há um slot coberto e no centro, um buraco.
Um segundo dispositivo é o Alimentador de Discos: Uma peça circular com furos que transporta os discos em branco para a câmara de cunhagem, caindo na virola, e em seguida, transportando a moeda recém golpeada para a saída da prensa de cunhagem.
Discos em branco para moedas comemorativas são alimentados manualmente na virola, que atingem cerca de 100 moedas por hora. A altíssima qualidade de cunhagem exigida para tais moedas não permite a produção em massa.
Frequentemente, enquanto uma prensa está em operação, o inspetor de qualidade pegará alguma moeda pronta e a examinará com uma lente de aumento, para detectar se as peças estão sendo produzidas de acordo, evitando assim que moedas com formas inadequadas ou defeitos de cunhagem cheguem à circulação.
Embalagem
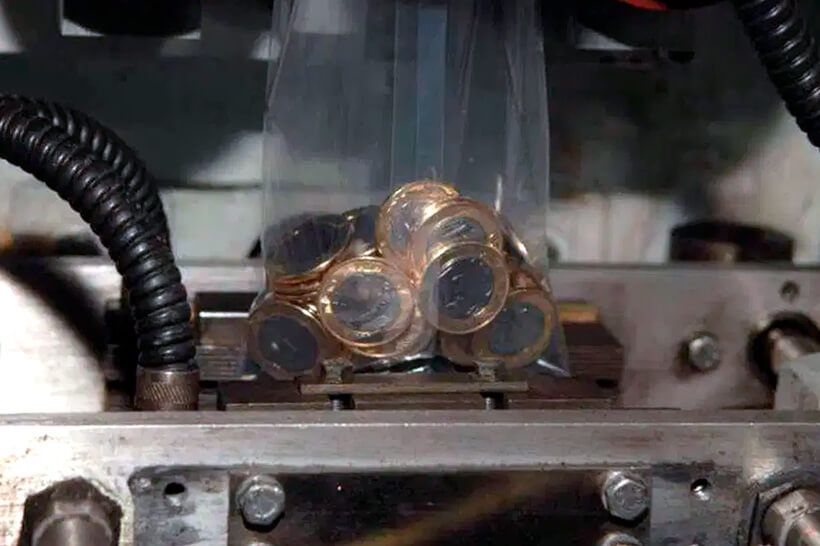
Após passarem pela inspeção de qualidade, as moedas cunhadas são contadas automaticamente por máquinas, pesadas e ensacadas ou embaladas, e finalmente estocadas em pallets antes de serem entregues aos bancos locais, conforme a necessidade, para serem distribuídos à população e efetivamente circularem.

Como se pode perceber, não há muito mistério, e, quando compreendemos bem como funciona o processo de fabricação das moedas, desde o esboço inicial, passamos a entender também como as anomalias e defeitos de fabricação ocorrem. Espero que lhes tenha sido útil.
Bônus
Assista o processo de cunhagem de moedas pela unidade de Denver da U.S. Mint.